| CAE 塑膠模具設計和解決試模問題之應用 |
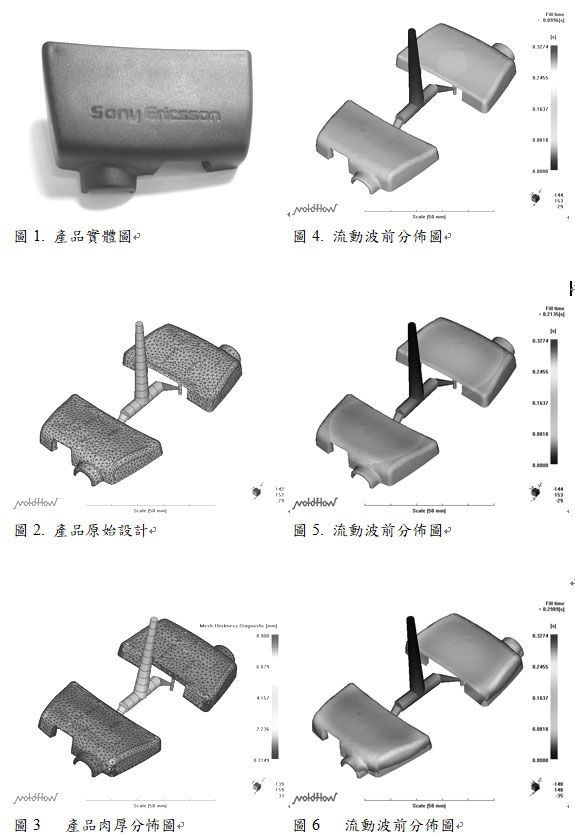
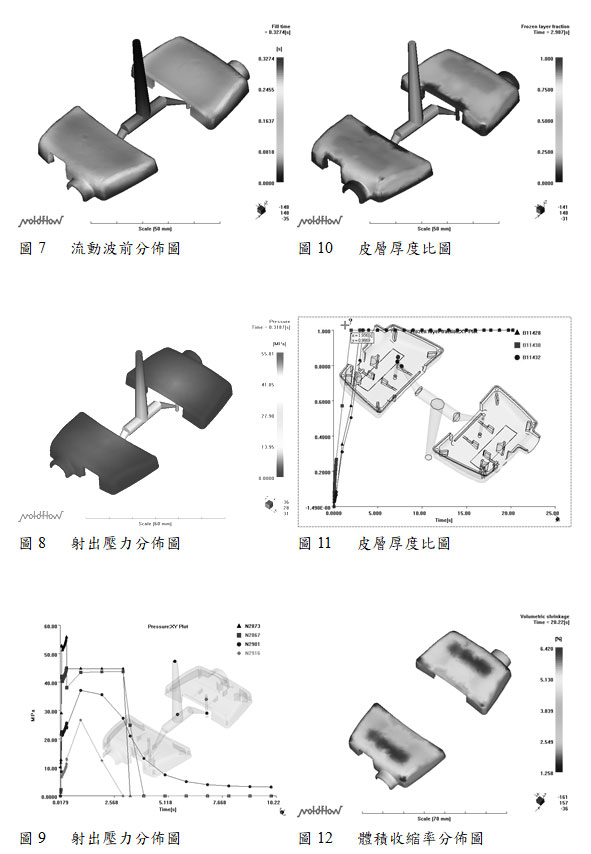
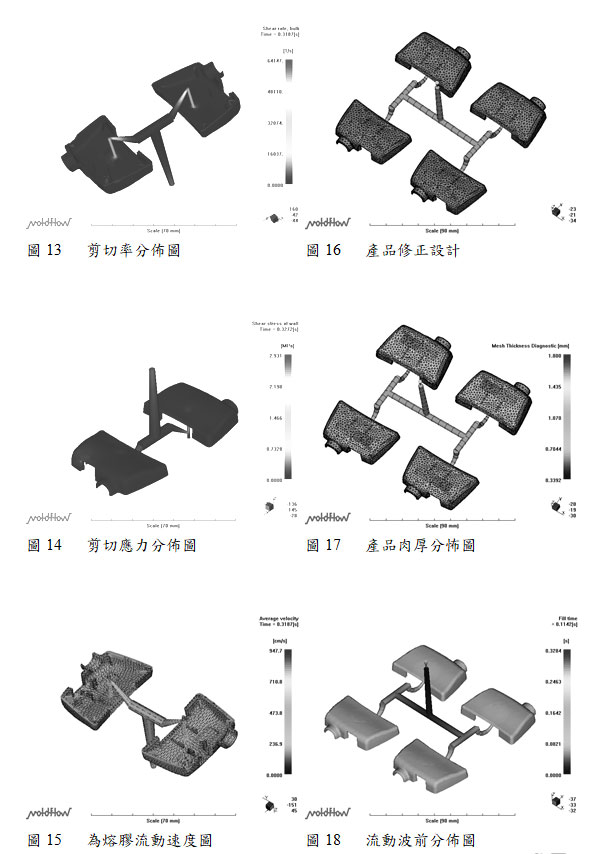
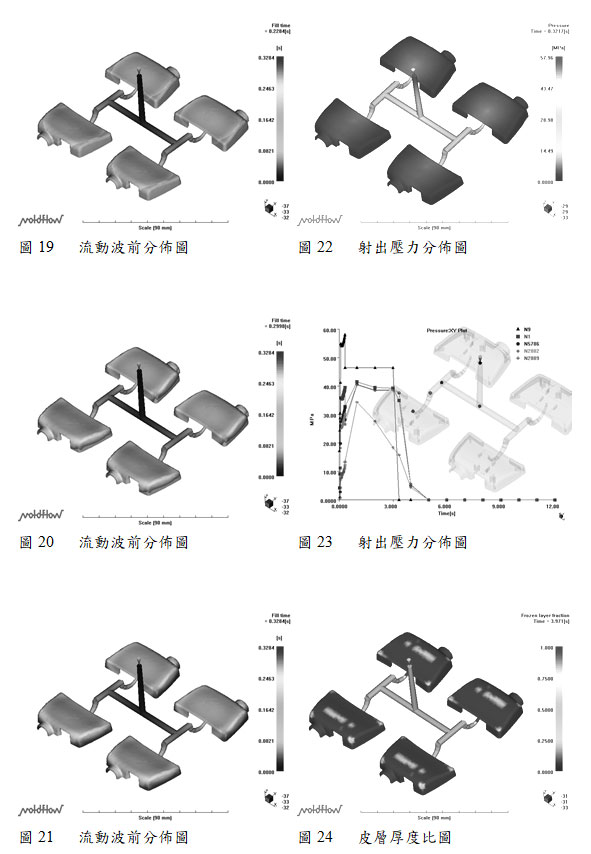
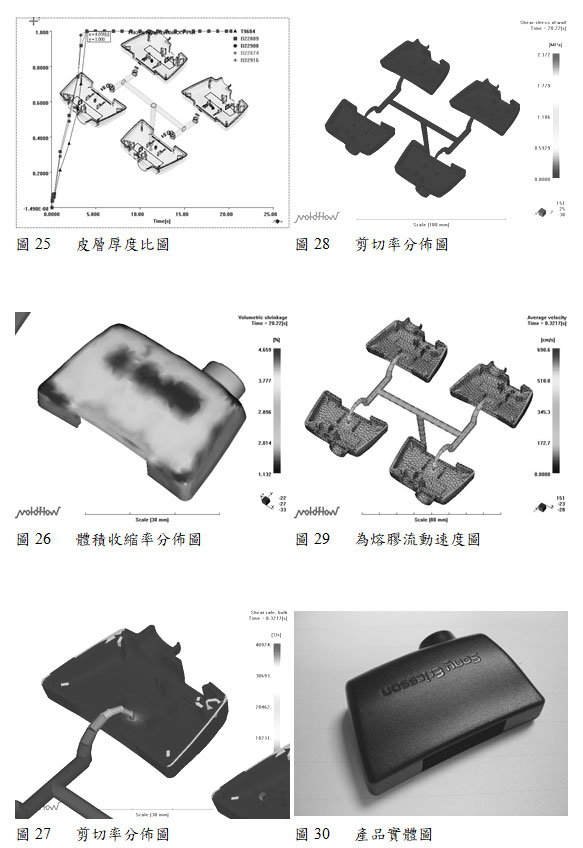
綺城科技股份有限公司 陳良相 摘要 塑膠射出成型是工業中一項重要的製程,製造出數以千萬計的塑膠產品零件,其過程所牽涉到的部門單位複雜眾多,具有對技術應用依賴度高,及地域不同所產生需求區隔的特性。 但隨著CAE軟體的推陳出新,CAE塑膠模具模流分析也逐漸被重視與廣泛的應用,但是由於產品設計日益複雜化,傳統的2.5 D中間面網格形式已經無法滿足跨時代的產品設計與需求,進而影響到模型建構上的困難及計算結果的正確性。本文中我們使用Moldflow 針對複雜塑膠模具薄殼塑件產品對於Dual Domain網格技術進行分析模擬暨探討。 本文針對業者實際試模後失敗因素”凹陷” (Sink Mark) 及”陰影” (Fingering) 之問題點,如何有效應用CAE模流分析軟體來進行預測模擬分析問題所在點,再來針對問題點進行改善,以達成一次試模便成功案例分析與探討。 前言 可攜式電子產品已成為現今的主要生活工具之一,並且都朝輕薄短小發展使得高功能的薄殼設計變得很重要,產品厚度往往都在1mm以下,這不論是對材料商而言或對產品、塑膠模具工程師及成形廠都是一大挑戰。 案例簡介 A、產品說明 產品為手機外蓋零件,幾何尺寸長x寬x高 (46.6 x 30.6 x 8 mm) 平均厚度1 mm,產品最厚為1.8 mm,在產品表面上端及側壁,最薄 0.3 mm 在產品下端、肋及螺柱 (Boss,共四處),此模具設計為兩板模型式一模兩穴採用單點進澆,流道系統如下所描述主流道直徑為5mm、豎澆道為 3~6mm、澆口形式採用潛伏式澆口1~5mm。 B、塑膠模具試模問題點 潛伏式單點進澆設計,因澆口設計不良造成產品在澆口附近應力過大,進而造成產品表面發生陰影(Fingering)現象發生及產品角落有凹陷(Sink Mark)問題如圖1所示。影響產品表面外觀,在與客戶商議研討解決對策後,由廠商提供原始射出成形條件及產品幾何圖檔,進行Moldflow軟體分析模擬驗證探討問題所在及解決對策。 C、分析成形條件 射出時間:0.3秒 保壓時間:3秒 保壓壓力:34 MPa (一段保壓) 充填保壓切換點:充填體積98 % 料溫:265 ºC 模溫:85 ºC 材料: GE Cycoloy C6200 PC/ABS 二、原始設計 圖2、為原始設計幾何造型圖 圖3、為產品厚度分佈圖 圖4∼圖7為一連串熔膠流動波前推進分佈圖,由熔膠流動波前推進圖可以了解塑料在模穴中充填的情形,藉由熔膠流動波前推進圖可以觀察產品是否有短射 (Short Shot) 及遲滯 (Hesitation) 現象發生,並可以預測結合線 (Weld Line) 及積風 (Air Trip) 的位置,由此熔膠流動波前推進圖可以發現此產品在流動上大至平衡,流動平衡產品保壓才能夠一致性到達模穴各處,這樣才能有效的降低產品收縮翹曲變形上的問題。 圖8、圖9為產品射出壓力分佈圖及保壓壓力曲線分佈圖,由此圖可看出熔膠在各個不同時段之射出壓力及保壓分佈,並可得知流道及澆口間之壓力降是否過大,研判是否會因為保壓壓力或保壓時間不夠,使得模穴內的塑料因為壓力偏低或塑料補充不足而填壓不實,是否澆口附近有塑料回流情形,藉著這些資訊,可以正確的設定保壓的壓力和時間的長短。圖中紅色代表高壓,藍色代表低壓其產品最大射壓力為 55.8 MPa。 圖10、圖11為塑料皮層厚度比圖,此一參數最大值為1以紅色顯示塑膠為實心部位,此值小於1時是塑膠尚未凝固的部份,由此可以了解產品各部位的凝固時間及澆口凝固時間,來觀察保壓壓力及保壓時間是否適當,由此分析圖可以發現當澆口在1.95秒時凝固,產品較粗厚之區域尚未凝固,進而造成塑料無法對產品收縮補償,進而發生空洞或凹陷之現象。 圖12、是產品體積收縮率分佈圖,由此可以了解產品體積收縮的情形,紅色為收縮較高的區域(6.42%),藍色是收縮較低的區域(1.25%),體積收縮較高之區域與實際射出產品凹陷位置相較之下完全相符合。主要是因為澆口保壓不足所造成的,由上述兩分析結果可判定,這就是造成產品凹陷的主要因素。 圖13、圖14分別是剪切率分佈圖及剪切應力分佈圖,由此分析圖可以發現當塑料通過澆口時最大剪切率為64147 1/s及剪切應力最高值為2.931 MPa,由此結果得知此分析已超過材料商所建議值(40000 1/s & 0.3 Mpa)。圖15為熔膠流動速度圖,由此圖可以觀察塑料通過澆口區域時之最大流動速 (947.7 cm/s) ,流速越快剪切率及剪切應力越大,因熔膠與模壁磨擦生熱進而有可能造成分子裂解,會導致褐線(Brown Streak)、銀線(Silver Streak)、發赤 (blush) 等外觀問題。為避免這些問題發生,視剪切率及剪切應力應該維持在材料商建議值以下。 修正設計 射出時間:0.3秒 保壓時間:4秒 保壓壓力:34 Mpa (一段保壓) 充填保壓切換點:充填體積98 % 料溫:265 ºC 模溫:85 ºC 材料:GE Cycoloy C6200 PC/ABS 圖16、為修正設計之流道系統配置圖,此修正之模具設計一樣為兩板模型式一模四穴採用單點進澆,流道系統如下所描述主流道直徑為4mm、豎澆道為 2.5~4mm,澆口形式修改為香形澆口 (Cashew Gate) 1~ 4 mm R8。 圖17、為產品厚度分佈圖 圖18∼圖21為一連串熔膠流動波前推進分佈圖,其熔膠流動波前推進與原始設計相同,藍色為最早到達之區域、紅色為最晚到達之區域。 圖22、圖23為射出壓力曲線圖,由此圖可看出當澆口型式改變為香蕉形 澆口後,熔膠在各個不同節點及時段的射出壓力曲線也跟著變化,在圖中紅色區域代表高壓、藍色區域代表低壓,所需最大射壓力為 57.9 Mpa 。 圖24、圖25為塑料皮層厚度比圖,此分析圖可以發現當我們改變澆口形式設計後,澆口凝固時間延長至3.96秒且產品較厚之區域也因澆口凝固時間的延長而獲得較充足的保壓補償,因此進而降低產品表面凹陷的情況發生。 圖26、是產品體積收縮率分佈圖,紅色表式為較高收縮區域 (4.6%)、藍色表式為較低收縮區域 (1.13%),與原始設計相比較之下可以明顯發現,因修正設計有較充裕的保壓時間所以明顯的降低了產品體積收縮率,且由分析結果中觀看產品表面體積收縮率幾乎大致一樣,進而大大提昇了產品的品質。 圖27、圖28分別是產品剪切率及剪切應力分佈圖,由此修正設計可以發現當塑料通過澆口時剪切率以由原來64147 1/s下降至40924 1/s、剪切應力值降至2.32 MPa,圖29為熔膠流動速度圖,由此分析圖可以發現塑料通過澆口區域時之流速以由原來947.7 cm/s明顯的下降至690 cm/s 。澆口流速越小在整個成形過程中其剪切率及剪切應力也會隨之降低,產品外觀問題發生的機率也就隨之降至最低。圖30為修正設計後實際產品圖。經由修正設計後,已經完全解決產品表面所發生陰影 (Fingering) 及產品角落有凹陷 (Sink Mark) 現象的問題。 結論 在塑膠射出成形過程當中,不當的澆口設計可能會使在實際成形過程中發生許多不可預期的問題,有時後我們往往須要依賴相當有經驗的工程人員來解決問題,但是由於電子產品日新月異、且複雜化,使得經驗累積更加的困難。 本文借由MOLDFLOW 軟體針對此產品進行充填/保壓/翹曲分析探討,並且對於各種澆口形式及模穴數做最佳化的成形條件分析及模穴配置,根據CAE分析結果後以實際分析狀況修改模具,僅一次試模就有效的解決產品的問題點。目前不僅是小型產品(如手機、連結器、滑鼠、筆記型電腦)等採用薄殼設計,連大型產品(如電視游樂器、電視機、汽機車零件)也開始有效運用CAE技術來縮短產品開發週期以節省寶貴的時間與金錢。 參考文獻 1.MOLDFLOW Training Manual 2.C-MOLD, “C-MOLD Design Guide”, 1994 3.塑膠模具技術成果論文集, 1999
|
| [回 塑膠模具 ] |



 位訪客
位訪客